平面磨床,磨削工件平面的一類磨床
引言:在現代工業中,平面磨床的用途越來越廣泛,因為它可以達到生產要求的平整度,這是其它磨床難以達到的。下面,我們帶大家了解一下平面磨床的基本分類和操作須知。
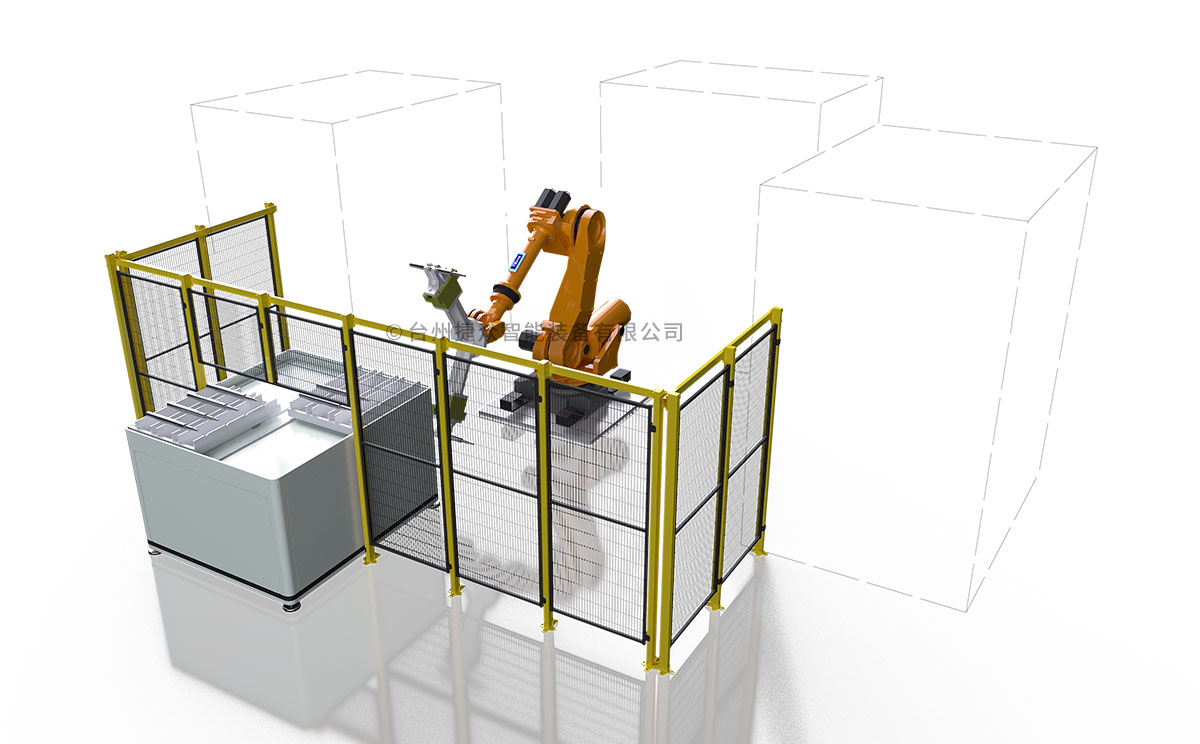
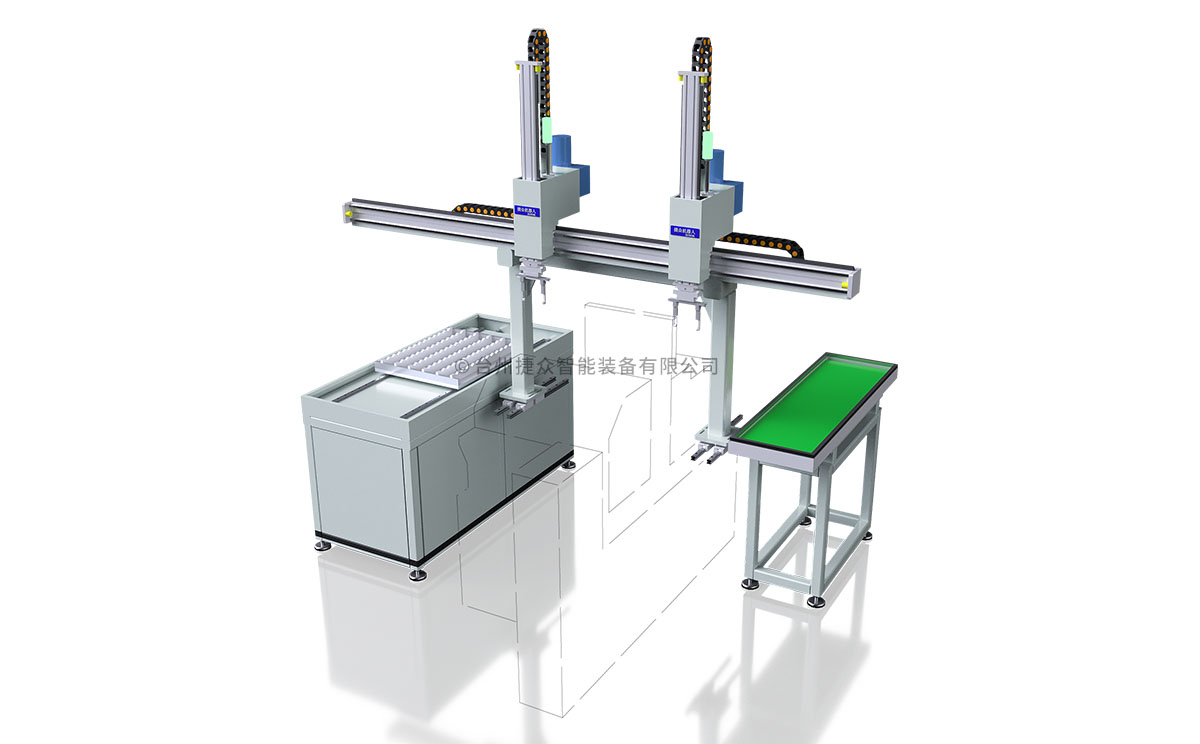
平面磨床是磨床的一種,主要用砂輪旋轉研磨工件以使其可達到要求的平整度,根據工作臺形狀可分為矩形工作臺和圓形工作臺兩種,矩形工作臺平面磨床的主參數為工作臺寬度及長度,圓形工作臺的主參數為工作臺面直徑。根據軸類的不同可分為臥軸及立軸磨床之分。 如M7432立軸圓臺平面磨床,4080臥軸矩臺平面磨床。關于磨床上的自動化設備改造或者自動送料方面的提升,是我們公司主要研發和投入的項目。

平面磨床基本分類
平面磨床是磨削工件平面或成型表面的一類磨床。主要類型有臥軸矩臺、臥軸圓臺、立軸矩臺、立軸圓臺和各種專用平面磨床。
(1)臥軸矩臺平面磨床:工件由矩形電磁工作臺吸住或夾持在工作臺上,并作縱向往復運動。砂輪架可沿滑座的燕尾導軌作橫向間歇進給運動,滑座可沿立柱的導軌作垂直間歇進給運動,用砂輪周邊磨削工件,磨削精度較高。
(2)立軸圓臺平面磨床:豎直安置的砂輪主軸以砂輪端面磨削工件,砂輪架可沿立柱的導軌作間歇的垂直進給運動。工件裝在旋轉的圓工作臺上可連續磨削,生產效率較高。為了便于裝卸工件,圓工作臺還能沿床身導軌縱向移動。
(3)臥軸圓臺平面磨床:適用于磨削圓形薄片工件,并可利用工作臺傾斜磨出厚薄不等的環形工件。
(4)立軸矩臺平面磨床:由于砂輪直徑大于工作臺寬度,磨削面積較大,適用于高效磨削。
(5)雙端面磨床:利用兩個磨頭的砂輪端面同時磨削工件的兩個平行平面,有臥軸和立軸兩種型式。工件由直線式或旋轉式等送料裝置引導通過砂輪。這種磨床效率很高,適用于大批量生產軸承環和活塞環等零件。此外,還有專用于磨削機床導軌面的導軌磨床、磨削透平葉片型面的專用磨床等。
平面磨床操作須知
1、定位
機床應在最大運動空間外再預留300mm以上,每個底腳螺絲吃緊,臺面前后及左右水平在0.04/1000mm以內。(安裝變頻器的要求需更高)
每三個月檢察,調整工作臺面水平,吃緊每個底腳螺絲。
2、砂輪
所選砂輪須能承受周轉速2000m/min以上。
禁止使用有破損之砂輪。
新砂輪裝上法蘭必須做平衡。
進行正式磨削前,砂輪需空轉5分鐘。
最大進刀量行程800mm以下磨床為0.03mm,800mm以上磨床為0.05mm。
3、主軸
安裝砂輪前須確定主軸為順時針方向旋轉。
開機時,須先開主軸后開沖水。
4、液壓裝置
平面磨床使用粘度為46號液壓油。
新機在使用三個月后需更換液壓油,以后則每年更換一次,同時須清潔油箱。
每天檢查液壓油油位,油位應保證在最低與線之間。
液壓馬達啟動前,須確定流量調速桿在關閉位置。
須先開吸磁后開液壓。

5、潤滑裝置
潤滑油使用粘度為32號的導軌潤滑油。(推薦美威達1號或1405號)
每天確認油箱(池)油量,保證在下線以上。
每周檢查導軌油路是否通暢,杜絕導軌失油。
建議每三個月油箱清洗一次。
潤滑脂按規定定期加注。
6、左右機構
禁止在工作臺運動時調整左右行程。
當工作臺鋼索松動時,應立即做調整。(本條適用手動機型)
7、沖水吸塵裝置
吸塵箱過濾網每兩周須清潔一次。
冷缺水箱每一個月須清洗一次。
禁止使用空氣槍清洗平面磨床。
平面磨床的基本分類和平面磨床的操作須知,文中都有詳細的說明。想知道更多關于平面磨床的內容,可以直接關注我們的公眾號。